تجهیزات لازم برای سیستم پاشش
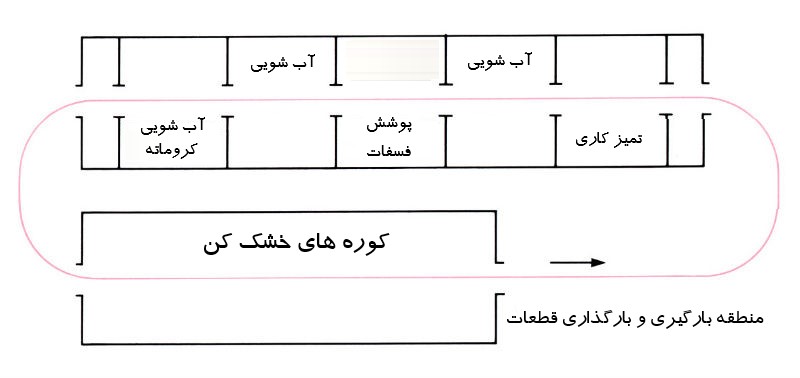
سیستم های پاششی را معمولاً در فرآیندهای اتوماتیک به کار میبرند. در این روش از تونل هایی استفاده میشود که مراحل مختلف تمیزکاری و فسفات[1] کاری در آنها انجام میگیرد. پانل های بزرگ و قطعات کوچک به روش های مختلف پوشش گیری و تمیزکاری میشوند قطعات کوچک درون سبدهایی قرار گرفته و وارد تونل شست وشو میشوند و در آنجا محلول ها به قطعه، پاشش میشوند.
در این روش هم مشابه فرآیند غوطه وری تمامی قطعات ابتدا شست و شو و رسوب گیری شده، سپس پوشش فسفاته میگیرند.
مقدار دما و فشار تونل شست و شو حائز اهمیت است. همیشه مقدار کافی از محلول به سمت نازل ها پمپ شده و پس از تماس با قطعه مجدداً درون مخزن مربوطه جمع آوری میشوند. فاصله بین مراحل و زمان بین خروج از یک مرحله و ورود به مرحله بعد فاکتور مهمی است که باید با دقت طراحی شود.
کابین های پاشش
کابین های پاشش معمولاً از جنس فولاد با درصد کربن پایین هستند. مخازن فسفاته و آب شویی و پمپ ها نیز از همین جنس ساخته میشوند. نازل های پاشش یا از فولاد ضد زنگ با درصد کرین پایین ساخته میشوند و یا پلی پروپیلن در ساختمان آنها به کار میرود.
پیشنهاد میشود برای ارتقاء کیفیت کار و افزایش عمر قطعات، تمامی قطعات و تجهیزات از فولاد ضدزنگ ساخته شوند و مخازن شستوشو و فسفات کاری از ورق های فولاد با درصد کربن پایین و ضخامت mm ۹/۵ تهیه شوند.
کویل های حرارتی از فولادهای الکتروپولیش[2] شده ساخته میشوند تا رسوبات و لجن های فسفاته روی آنها قرار نگیرند.
در سیستم پاشش به صورت اتوماتیک وجود بافل[3] ها بین مراحل برای جلوگیری از اختلاط محلول ها ضروری است
حجم مخزن حاوی محلول ها 5/2-۲ برابر حجم محلولی است که در هر دقیقه به سمت نازل ها پمپ میشود.